
PLAフィラメントでの調整が終わったので、今度はABSフィラメントに差し替えてテスト・調整を行います。

白ですが、思っていたより透けていました。
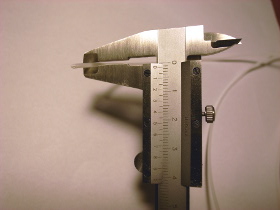
今回は、規格通り1.75mmでした。
スライサーの設定は、取り敢えず、PLAの設定に対してフィラメントの直径と温度のみを変更しました。
| 項目 | 値 |
|---|---|
| フィラメントの直径(Filament Diameter) | 1.75mm |
| ノズル温度(Temperature-Extruder) | 240℃ |
| ベッド温度(Temperature-Bed) | 110℃ |

まず、ノズル温度をPLAが溶ける低めの温度150℃にして、手動でエクストルーダを逆回転させ、PLAフィラメントを抜き取ります。
比較的低い温度に設定した方が、ノズル内の溶けた材料がフィラメントと一緒に出易いです。
次に200℃に上げて、ノズル内部の溶けたPLAが重力で落ちてくるのを待ち、アセトンをしみこませたティッシュでふき取ります。
ABSフィラメントをエクストルーダに差し込み、手動でノズルまで送ります。
200℃のままでもABS樹脂は溶けるようで、写真のように残っていたPLA樹脂と一緒に出てきます。
最後に、240℃に上げて、手動でエクストルーダを操作し、PLAが混じらなくなるまでフィラメントを押し出します。

今回は、初回でうまくできました。
PLAよりも融点が高いので、蓄熱による硬化の遅れもなく、上部の形状もきれいに出力されました。