フィラメントリールスタンド(filament spool roller)の製作
3Dプリンタに出力する際、フィラメントを置く場所に困ります。
実はRepRapにはフィラメントを設置する装置がないのです。
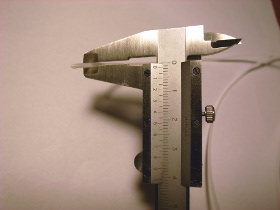
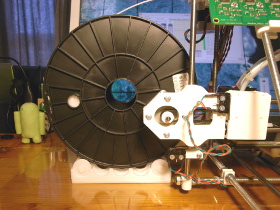
私は3Dプリンタ本体を組み立て後、しばらくの間、写真のように寝かせていました。
こんな置き方でも大概はフィラメントがリールからうまく解けていくのですが、場所を取りますし、何より何時フィラメントが絡まってしまうか不安で仕方がありません。
そこで、フィラメントリールスタンドを作成することにしました。
設計するにあたり、フィラメントリールを扱う上で最も注意すべき点は、このリールには規格が無いことです。
メーカーあるいは販売店によって、様々なリールが使われます。
私は最初、観覧車型のスタンドを考えていました。
ところが、このリール規格の事情があるので、頭を痛めていました。
観覧車型の場合、次の寸法のバリエーションを考慮しなくてはなりません。
・リールの径
・リールの幅
・リール穴の径
これら3つのバリエーションに対応するにはかなりの工夫が必要です。
色々思案していると、リール穴を支える観覧車型ではなく、自転車練習用のローラー台のようにリールの縁を支える方式があることに気が付きました。
これだと、リールの径や穴の径をそれ程意識する必要がなく、更にリールの幅も左右のローラー台を分離することで対応できます。
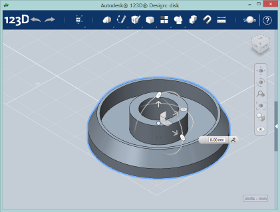
FreeCADも使ってみましたが、まだベータ版の為か、ファイルが保存できないなど、思ったように動作しません。
一方、123D Designもまだ不具合があるようで、私の環境では頻繁に落ちましたが、保存をこまめに行うことで、何とか作業を進められました。
入力後、3Dプリンター出力用にSTLファイルを作成します。

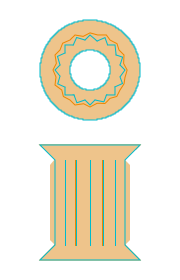
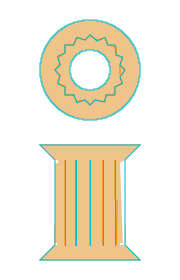
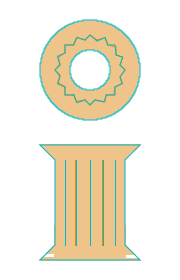
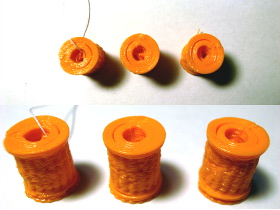
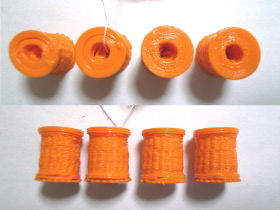
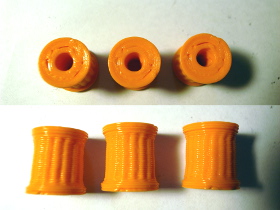
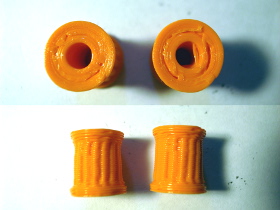
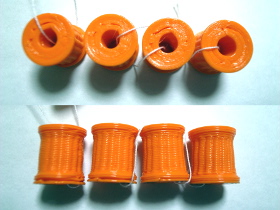
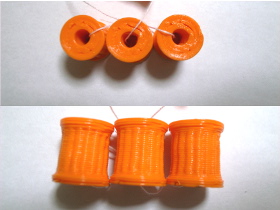
ローラーはベアリングを2枚のディスクで挟み、シャフトで固定します。
シャフトも既製のボルトを使用せず、3Dプリンタで出力するすることにしました。
RepRapプリンタでは長い円柱を出力するのが難しいので、シャフトを縦方向に2つに分割することで対応しています。
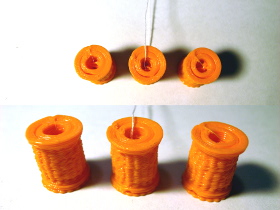
シャフトを固定するのに、構造が簡単なCカン使いました。
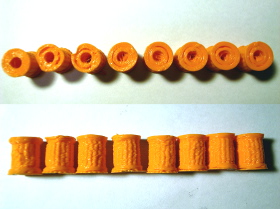
これも3Dプリンタで出力します。

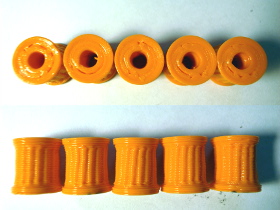
シャフトにディスク-ベアリング-ディスクを通し、最後にCカンで固定します。
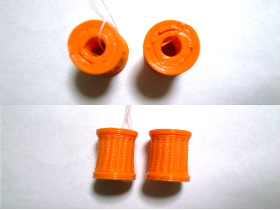
Cカンはシャフトの切れ込みに、シャフトの重ねた方向から(上下に重ねたように見えるなら、上または下から)差し込み、重ねたシャフトを挟むように、Cカンを90度回転させます。
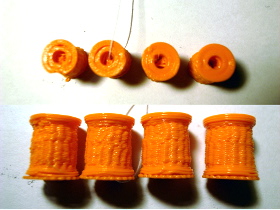
同じ要領で4つ組み立てます。

大概は、ホルダーの両端にはめますが、径の小さなリールの場合は、位置を調整します。

ベアリングのお蔭で、スムーズに回転します。
下表は今回設計・使用した部品の一覧です。
3Dデータ(STLファイル)もアップしましたので、個人的な利用の範囲で、自由にお使いください。
| 項目 | 数量 | 入手 |
|---|---|---|
| ローラーディスク | 8 | ダウンロード |
| ローラーシャフト | 8 | |
| ローラーCカン | 4 | |
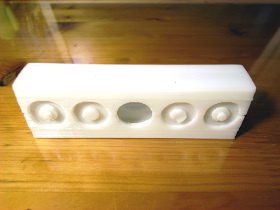
| ホルダー | 2 | |
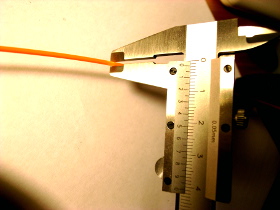
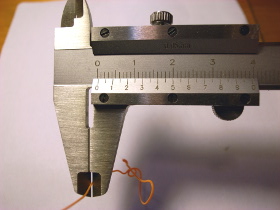
| ベアリング ・外径:19mm ・内径:6mm ・幅:6mm | 4 | 別途購入 |